
Well, we don't go about building ductwork completely with our hands, but when it comes to fabricating a section of trunk duct for installation, our method is as close to handmade as one might get. Most of the mass produced sections of trunk ductwork and duct fittings are fabricated by machines with giant coils of sheet metal that are mechanically fed. Many of the laborers in these shops are there to monitor and assemble the sections or pieces as they come off the line.
Here at K & E Sheet Metal, building ductwork is a little different. The steps we use to fabricate a section of straight trunk ductwork are old school to most of the fabricators you will come across these days.
So where does the whole process start?
Bingo! You guessed it...
We start with a sheet of metal. Our shop is equipped with 26 gauge galvanized sheets of metal that we keep on two separate benches in the shop. For this example we will be using a 48" x 96" sheet of 26 gauge galvanized sheet metal that we have placed on our bench of the same size.
All of our galvanized sheet metal is shipped from the Albany, NY area and needs to be unloaded by hand when it gets to our fabrication shop. We have a table that can be rolled to the front of the shop for unloading, then rolled to each of our tables where it is again, hand distributed to each.
Once the sheets of metal are situated evenly on the tables we can start the process of building ductwork needed for installation.
Hand Tools of The Trade

No one is ignorant enough to think we can actually cut the sheets of metal with our hands, so obviously some tools are needed to help with this task. For our shop, we use straight cut tin snips for the long cuts, across the metal to cut out flat sheet that will form each L-shape of straight trunk ductwork. If the section was an 20" x 8" x 48" section, we would measure over 20" plus 1/4" for the larger and then from that newly formed line we measure over 9" to complete the pattern for a half section of straight trunk ductwork.
Why the added 1/4" and 1" you may ask? Well, the 1/4" added to the 20" measurement is for a 1/4" ninety degree bend with our 8' wide manual hand brake and the 1" added to the 8" measurement is for the process of a formed Pittsburgh joint. We will get to both these processes as the post progresses.
We mark the lines necessary in this process with a scribe or awl that etches a fine mark for cutting with the straight tin snips. Once our lines are formed, we make our cut on the second mark that we made because this will eventually be formed into an L-shape of custom straight trunk ductwork. Cutting on the line is crucial and comes with much practice, not to mention building the forearm muscle for making the cuts day after day.
After the main blank of flat sheet metal is cut we can now mark the corners for notching with the proper aviator snips and hand notching tool. The top and bottom of the flat sheet receive a 1" etched scribe all the way across, while the longer, 48" sides get a 1/4" etched scribe on the left side and a 1" etched scribe on the right. After marks are made, each corner and center line--the 20 1/4" mark--are notched for proper loading into the brake and Pittsburgh forming machines.
Rise of The Machines
Our business can be trying enough because we continue to fabricate with an older method. However, the task would be almost impossible if we bent and riveted the straight trunk ductwork with hand tools. Because we are running a business, getting the product to our customers as quick as possible is still a priority, so the rise of some simple machinery is paramount.
Before going any further we should probably chat about the anatomy of a section of trunk ductwork L-shapes. Each L-section has a 1/4" bend and a formed Pittsburgh bend. The 1/4" bend is just a simple 90 degree bend, formed with the brake and it's primary function is to fit inside the marrying Pittsburgh joint.

The Pittsburgh joint is made by hand feeding the flat metal--cut earlier--into what is called a Pittsburgh machine, hence the name. Building ductwork is almost impossible without one of these glorious machines. When the sheet metal is fed through the rollers, the machine creates a pocket with a 1/4" extension that will later be hammered over to form the lock that assembles the finished section of straight trunk ductwork.
Before we do either of the aforementioned bending and feeding, we place the flat sheet metal inside the jaw of our 8' wide manual hand brake to ever so slightly bend a crisscross pattern on the larger, 20" section of the flat sheet metal. After complete, we hand carry over to the Pittsburgh machine and feed the 1" notched, 48" long side through the machine rollers, making sure to keep the flat sheet metal against the fence fixated on the Pittsburgh machine to keep the sheet straight and true.

After the Pittsburgh joint is formed we go back over to the hand brake and line up the jaw with our 1/4" scribe'd line that is opposite the Pittsburgh joint. When all is aligned we hand bend and "brake" the sheet metal 90 degrees to form our 1/4" bend. The jaw is opened and we slide the sheet metal out to line up the line we formed in the first measuring process, aligning the jaw of the brake with the line we measured at 20 1/4". The brake is locked down by hand and another 90 degree bend is made to finish one half or L-shape of the complete section of straight trunk duct.
The process is repeated to create another L-shape so that we can finish our section of 20" x 8" x 48" straight trunk ductwork.
Why They Call Us Tin Knockers
The building ductwork process is not complete until we assemble both of our fabricated L-shape sections. The task is simple but time consuming and keeping with the handmade narrative, we use an 8oz. ball pein hammer to get the job done.

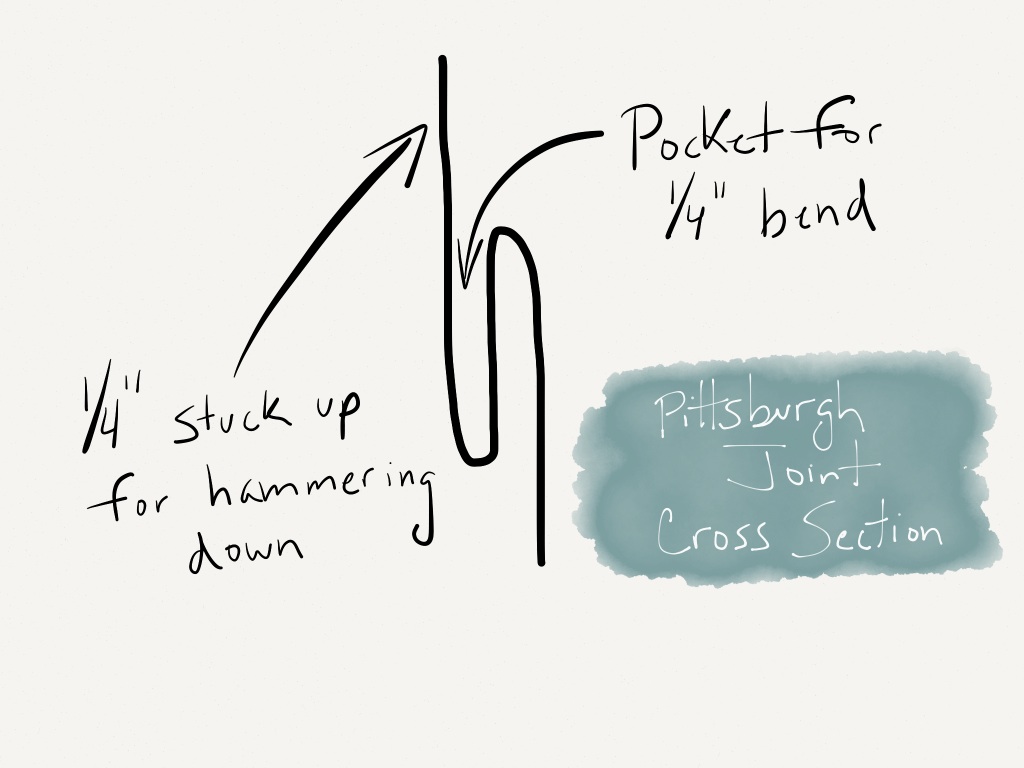
First, we place one L-shaped section of trunk duct on the fabrication bench, Pittsburgh joint up. Next, we flip the other half section, placing the the 1/4" male side into the female Pittsburgh joint pocket. You will be left with a 1/4" sticking straight up in the air. Now we take our hammer and pound over or knock down that 1/4" at a 90 degree angle to finish the Pittsburgh lock joint.
Finish the full section by flipping it over and repeating the latter directions, completing the assembly of a full straight 20" x 8" x 48" trunk ductwork section.
We have been building ductwork for over 20 years and the entire process described takes 10 minutes from beginning to end. Seems short, until an order of 80 to 100 feet of straight trunk ductwork hits the wires.
Clearly we don't actually fabricate the finished product completely with our bare hands. However, in an industry that looks for speed and efficiency like any other, finding a shop that fabricates completely like we do is rare.
Twenty years ago more shops like ours existed, building ductwork the same way we do, but have slowly been going extinct because of lower price and speed. Not being able to keep up with mass production and the lower price points has forced many small job shops out of business. We are still kickin', but there is a daily pressure, questioning what we need to do in order to keep existing business and make it last.
Pretty common in any industry I would imagine.