Must have hand tools are the backbone of our business and the methods by which we fabricate could be seen as archaic to some. Manually cutting, bending and hammering sheet metal to form metal duct and fittings that will reside in a local Glens Falls, NY area home or business. We take pride in the process by which we perform our trade.
There are no computerized machines inside our fabrication shop, everything is produced with sheet metal forming hand tools, manually fed brakes, machinery and assembled with the force of human muscle and sweat. Part of this method is based on a dearth of funds for modern machinery and part the way by which my father and I learned the sheet metal fabrication trade. The intricacy of hand tools, bespoke notches and bends, each one different than the other to form the finished sheet metal duct and fittings.
There are three must have hand tools that I use on a daily basis and ones that should be first in your arsenal as a new or aspiring HVAC sheet metal fabricator.
 When I was a gangly high school student working in my fathers sheet metal shop in the garage, the first thing I had to learn was how to cut a 48" wide sheet of 26 gauge steel all the way through on as straight a line as possible. The first cut strained my feeble arms, leaving them aching for the entire next day, maybe more. I hated working in the shop when I was young, all of it feeling like punishment instead of making a living for your family, putting food on the table.
When I was a gangly high school student working in my fathers sheet metal shop in the garage, the first thing I had to learn was how to cut a 48" wide sheet of 26 gauge steel all the way through on as straight a line as possible. The first cut strained my feeble arms, leaving them aching for the entire next day, maybe more. I hated working in the shop when I was young, all of it feeling like punishment instead of making a living for your family, putting food on the table.
Today I realize the importance of a quality tool to perform my job and learned trade, make a living and trying to grow a micro-business in our local community. The straight pattern snips are my most used and important hand tool each and every work day. Honestly, without them I would be out of business. There are multiple pairs on the shop bench, a pair in my tool bag for outside fabrication work and even a pair in my garage for those home projects. As must have hand tools for sheet metal fabrication go, this one is the holy grail.
 There is only one way to attempt cutting a straight line with the aforementioned straight pattern tin snips. Many sheet metal fabricators will use a Sharpie marker to make the necessary marks for cutting and notching. The line is thick and can add or subtract a good eighth of an inch if not cut properly. I learned a different way that has stuck with me to this day. The basic awl and sheet metal scribe create a tight line for me to cut and get the most accurate measurement for bending and hammering each fabricated item. The process may be longer, but the end product is exactly what I expect as a tradesman and what the customer expects from a business.
There is only one way to attempt cutting a straight line with the aforementioned straight pattern tin snips. Many sheet metal fabricators will use a Sharpie marker to make the necessary marks for cutting and notching. The line is thick and can add or subtract a good eighth of an inch if not cut properly. I learned a different way that has stuck with me to this day. The basic awl and sheet metal scribe create a tight line for me to cut and get the most accurate measurement for bending and hammering each fabricated item. The process may be longer, but the end product is exactly what I expect as a tradesman and what the customer expects from a business.
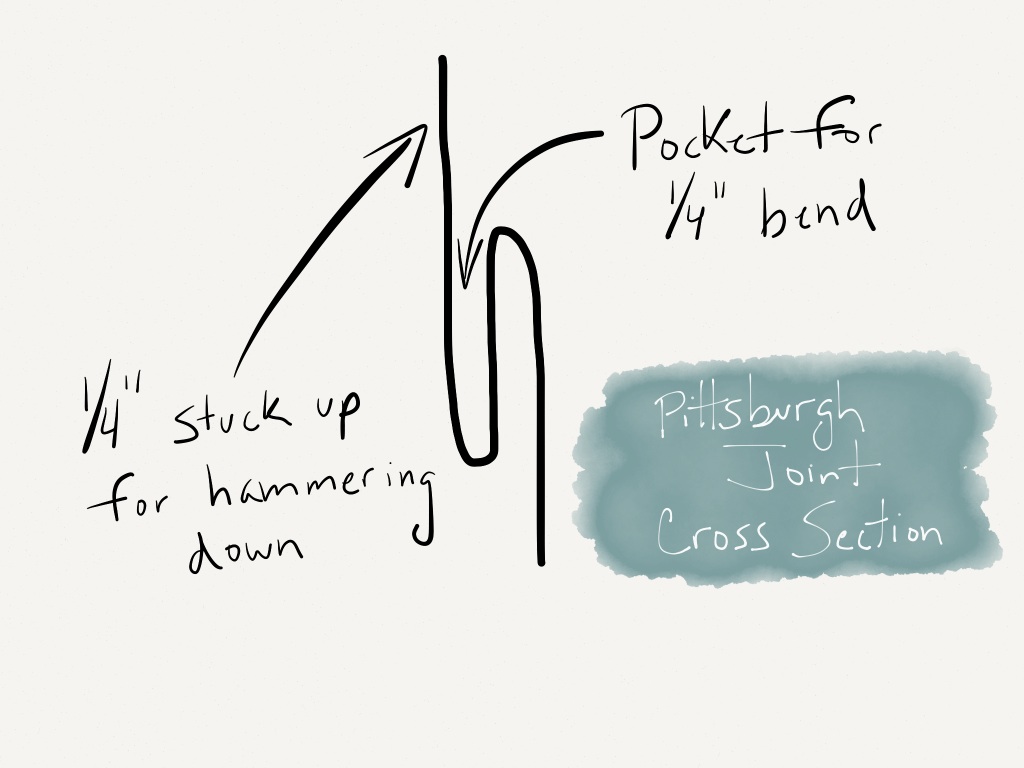
The scribing process can be tedious, but necessary. From belt scribes to hand scribes, there are many different types you can use to get the necessary line for cutting and bending. I keep one on my belt (Belt Sheet Metal Scribe [Misc.]) and one on the bench for scribing marks when bending flanges, 1/4" marks for the male pittsburgh bend and much much more. The scribe is as important as the artists drafting pencil, easily making the must have hand tools list.
 Not the most popular, but when our brake can't get the job done, the hand seamers can be our best friend for those pesky inside throat bends. When I fabricate a custom sheet metal 90 degree elbow, the inside throats are always bent up with angle hand seamers.
Not the most popular, but when our brake can't get the job done, the hand seamers can be our best friend for those pesky inside throat bends. When I fabricate a custom sheet metal 90 degree elbow, the inside throats are always bent up with angle hand seamers.
For the entire 13 years I have worked for K & E we have not owned a box and pan brake for making many of those inside and flanged bends. Getting creative has been the only way to make the bending process easier and hand seamers are the number one must have hand tool to help that creative bending process. Whether in the sheet metal shop or on the job site, sheet metal bending hand seamers are a must have tool for any working or aspiring sheet metal fabricator.
Mine have been an extension of my arm for a long time, sometimes straight for those intense bends and angled for the harder to reach places on top of the duct line or bending out flanges on the sheet metal plenums. A must have.
A new tradesman never knows where to start when assembling a tool set for performing their craft. For the new sheet metal fabricator I would suggest these three must have hand tools to start any set of fabrication tools. There are many more that will be necessary to make the most of your sheet metal job shop, but this is a great place to begin the journey.
Want some more hand tool ideas or just want to replace some of those old sheet metal hand tools? Check out our online sheet metal tool shop.